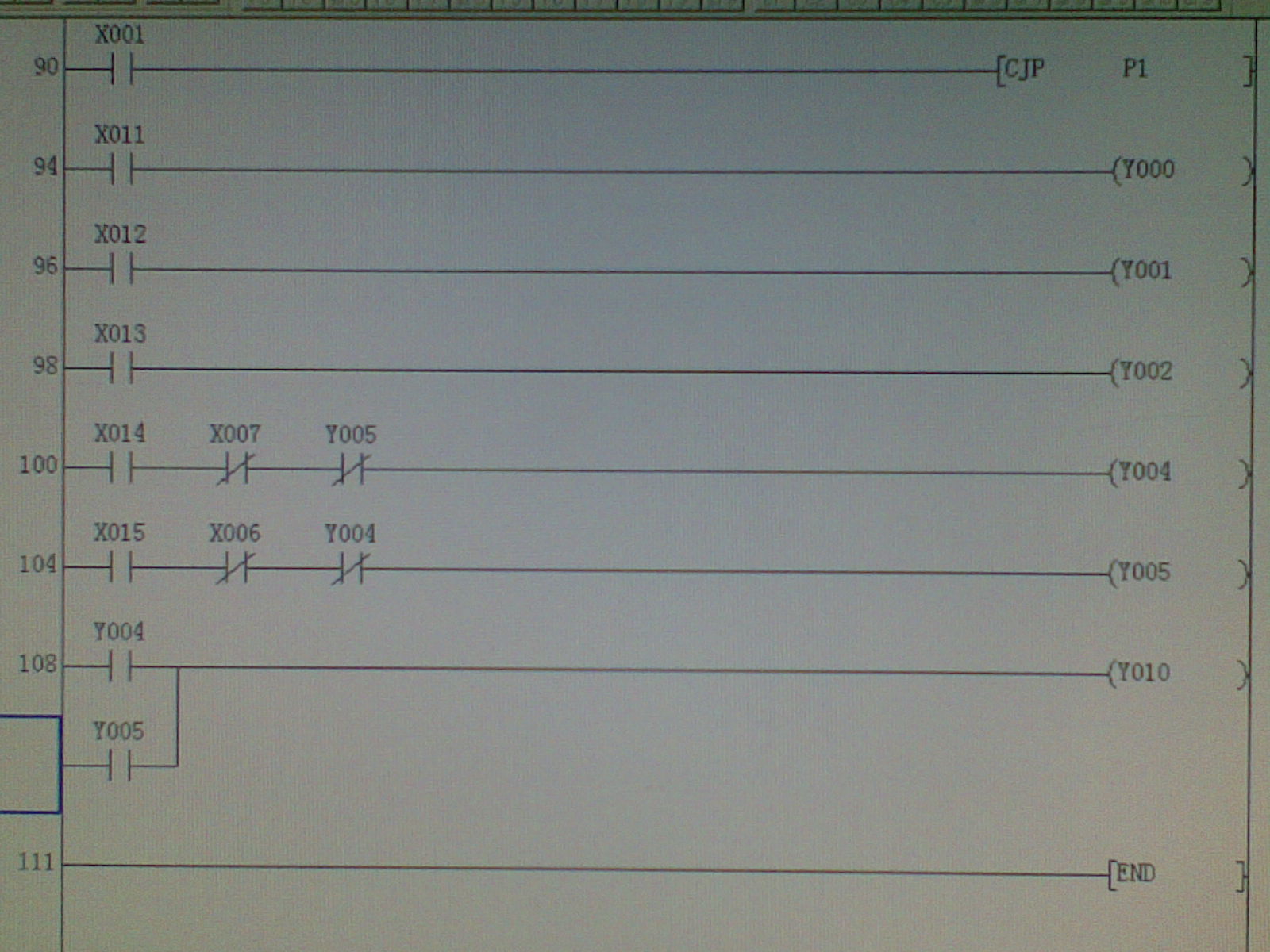
��λ�ώ����ゃ�ã�������һ��(g��)����PLC���̳��W(xu��)�ߣ�������һ�_(t��i)ĥ�ǙC(j��)���������ք�(d��ng)/���Ԅ�(d��ng)/ȫ�Ԅ�(d��ng)���N����һ������ΈD�Ѿ���Ҳ���ã���������(l��i)���^��(f��)�s���F(xi��n)����������D(zhu��n)ָ��̣��@�ӿ�����(l��i)�ÿ�һ�c(di��n)�������c(di��n)��ô����(n��i)�棬Ҳ�����p��Ȧ���ք�(d��ng)/���Ԅ�(d��ng)��������r(sh��)�@ʾ������e(cu��)����ʾCJ��CALL�](m��i)������λ�ã�����֪�e(cu��)������ā�(l��i)��ȥҲ�IJ��ã���������FENDָ���߀���@ʾ���e(cu��)������(sh��)�ϵ�Ҳ�������F�������ϣ����λ���ֵ���ָ��(d��o)ָ��(d��o)����һ��ԓ����һ����Щ�ط��������DZ��˾��ij�������ǰ����l(f��)�ě](m��i)�ˎ�æ������ֻ��������Ƭ��ʽ�ς�����
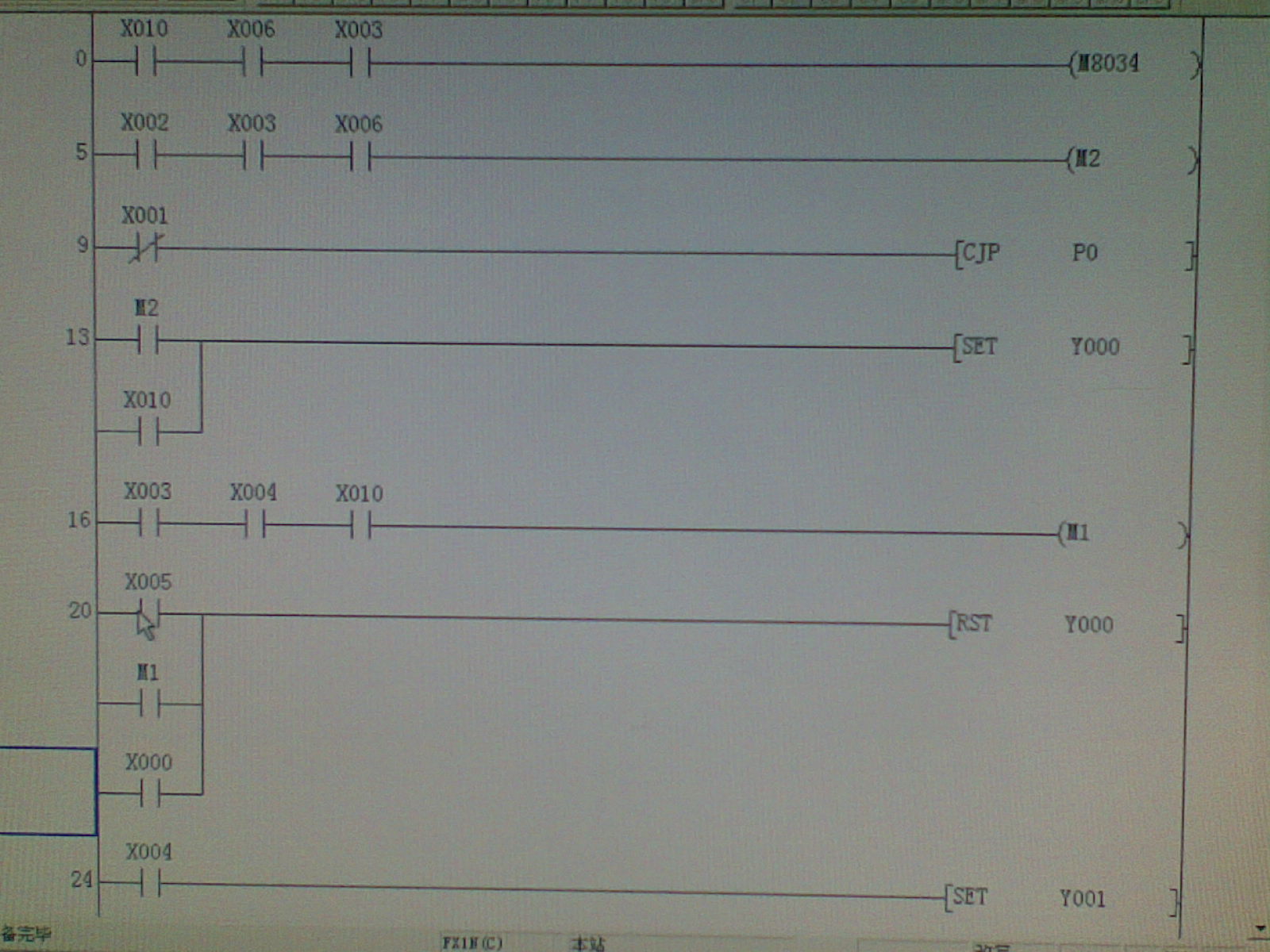

X0��ֹͣ X1���ք�(d��ng)/�Ԅ�(d��ng)�D(zhu��n)�Q X2��?ji��n)��?d��ng)���o X3��ԭ�c(di��n) X4���[�ۃ�(n��i)�[��λ X5���[�ۿ����µ�λ�����(d��ng)�� X6����ĥ���� X7��ĥ���� X10����ĥ���´Δ�(sh��)�M�� X11��ĥ�^�ք�(d��ng) X12���[�ۿ����ք�(d��ng) X13��ĥ�^늙C(j��)�ք�(d��ng) X14���ߘǴ�B�^�����ք�(d��ng) X15��ĥ�^�����ք�(d��ng)
Y1���[���M(j��n)�루���(d��ng)�� Y2���[�ۿ��� Y3���ͱ�늙C(j��) Y4����ĥ���У����(q��)��(d��ng)�� Y5����ĥ���У����(q��)��(d��ng)�� Y6�����Ӌ(j��)��(sh��)���Դ Y7����ĥ��(l��i)�شΔ�(sh��)ݔ����
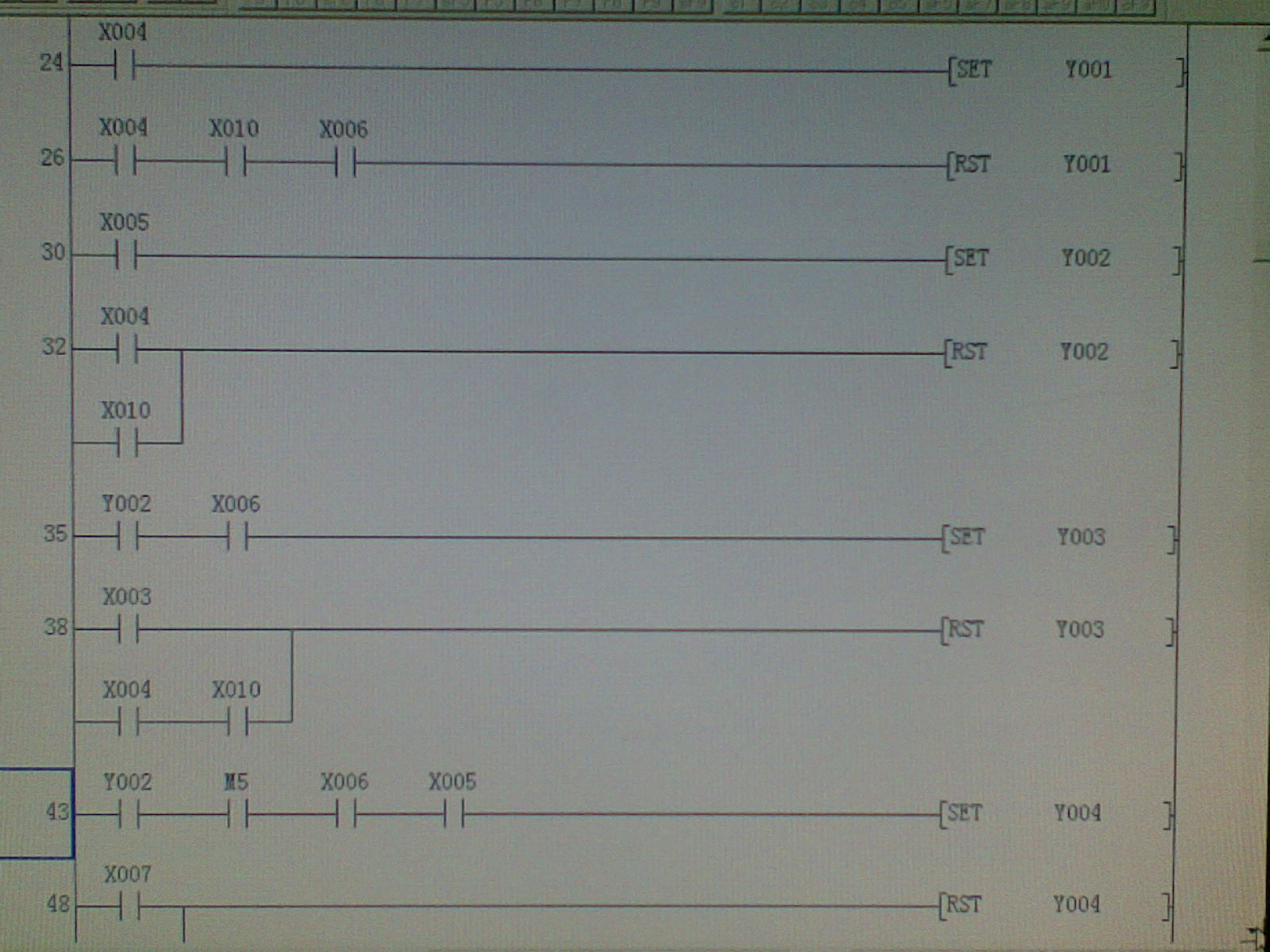
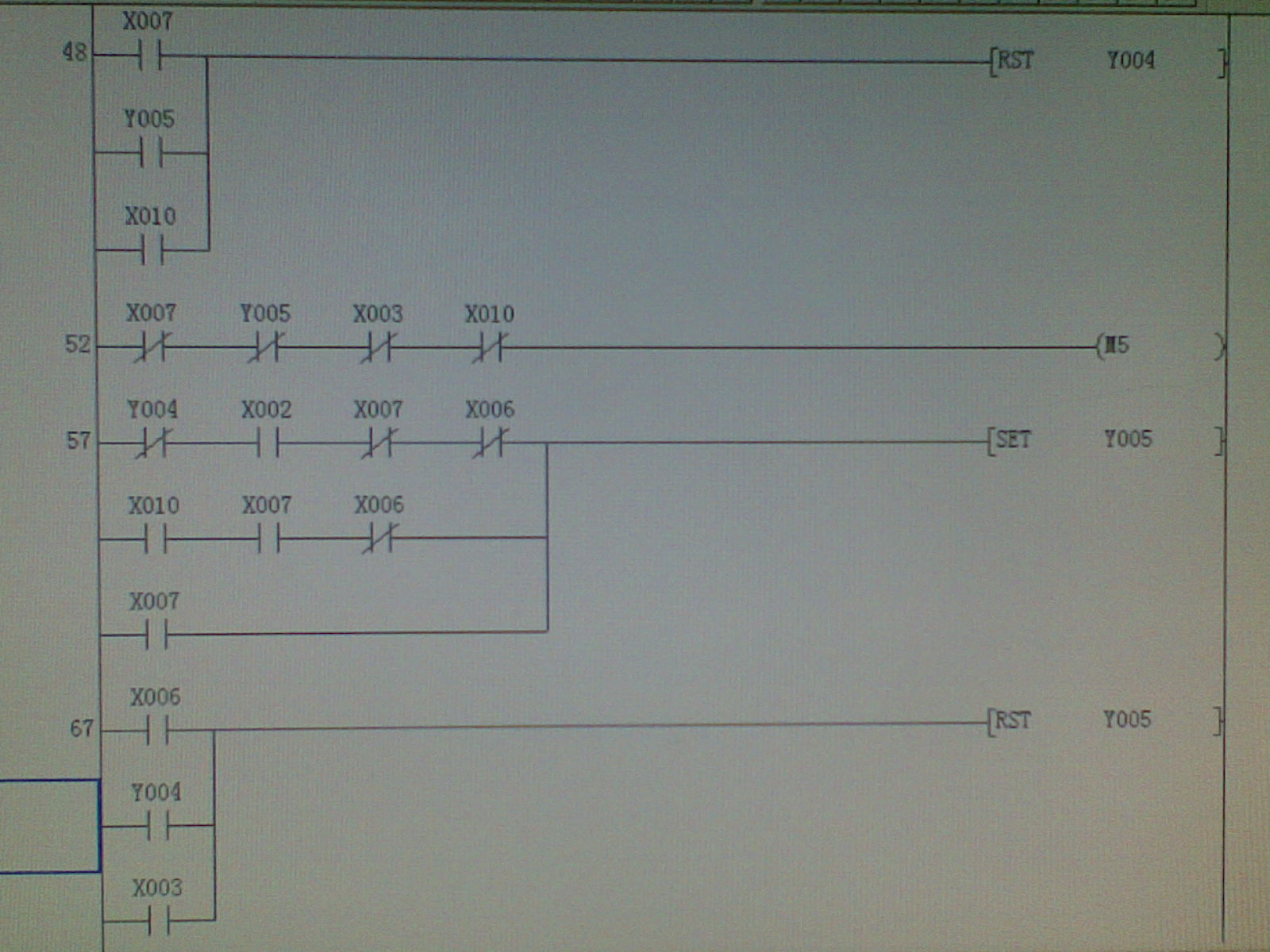
�����^(gu��)���ǣ����Ԅ�(d��ng)����������(d��ng)���oX2��������(d��ng)�l�����[����̧����ԭ�c(di��n)X3ͨ���ͱ��(q��)��(d��ng)�Ĕ[��������X6��ͨ����Y0���y��는[�ۃ�(n��i)�M(j��n)�����(d��ng)��X4ͨ��Y1���y��는[����X3���_(k��i)���[���µ�λX5ͨ늣�Y0ʧ는[����[�������ĥ�Įa(ch��n)Ʒ���Ľ����(n��i)�棩��X4���_(k��i)Y2���ĥ�^늙C(j��)�\(y��n)�D(zhu��n)��ĥ�^늙C(j��)�b�ڔ[���ϣ����ͱ�늙C(j��)Y3��ͨ�\(y��n)�D(zhu��n)���������yY4��늣��_(k��i)ʼ���´�ĥ��ĥ�^�����x�_(k��i)X6����ӵ�Ӌ(j��)��(sh��)���Դ��ͨ����ĥ��������X7��Y4��늣�Y5ͨ�ĥ�^���У�ͬ�r(sh��)Y7ͨ���ӵ�Ӌ(j��)��(sh��)����1��������������X6ĥ�^���У�Y7���ݔ�����Ӌ(j��)��(sh��)����1������������Ӌ(j��)��(sh��)�M����ĥֹͣ��Y0���y��는[�ۃ�(n��i)�[����סX4��ĥ�^ֹͣ����ĥ�^������X7̎�tĥ�^���е�X6ֹ̎ͣ����ĥ�^��X6̎�t�o(w��)�˄�(d��ng)������ Y1���y��는[����̧����֧X3��Y0���yʧ늣�Ӌ(j��)��(sh��)���ԴY6ֹͣݔ�����[����[��(f��)ԭ��
�ȴ���һ��(g��)����ѭ�h(hu��n)��P1����ք�(d��ng)�t������
[ ���������X(qi��n)�_��2010-12-05 23:23���¾� ]
 �����W(w��ng)����31010802001143̖(h��o)
�����W(w��ng)����31010802001143̖(h��o)

